FERTILIZER INDUSTRY
How a major fertilizer industry solved exhaust elimination issue
A Major Fertilizer industry was experiencing a complex issue consisting of many concomitant aspects.
To remove the exhaust produced by the acidification of phosphatic rocks and minerals, they installed a reactive absorption unit (scrubber) into which caustic soda NaOH was added to the recirculation water to neutralize acids like HCl, HF, H2S. The exhaust, however, was carrying over also other contaminants such as dust and a remarkable amount of CO2.
The results of the absorption were somehow disappointing since the neutralization process carried out at high pH (around 9) with caustic simultaneously caused other issues:
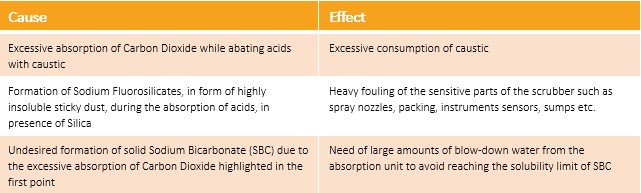
Despite the control efforts that the operators employed to correct the problems, however the results were poor and, to ensure the continuity of production, it was necessary to resort to continuous cleaning interventions on the scrubber internals due to the dust consisting of sodium fluorosilicates and residues of process sands. Furthermore, the consumption of soda was unsustainable.
The solution deployed by Tri-Mer Global Technologies was a two sections system:
- First section: Whirl Wet Dust Collector
- Second section: Absorption unit (3 stages scrubber)
In the first section, caustic is fed, and the formation of sodium fluorosilicates (SFS) is promoted into this stage so that the SFS may be removed from the exhaust prior to reaching the scrubber and fouling the packing.
Caustic is fed also in the scrubber but together with a strong oxidizing agent, to make the neutralization of H2S happen at a relatively low pH (7.3) with the formation of sodium sulfate as ultimate product instead of sodium sulfide which at low pH might reconvert into H2S. At the same time, the low pH regimen makes the reactive absorption of CO2 minimal.
This solution was successfully tested by means of a small-scale pilot unit along 2 years of trials and brought to hit all the objectives and to solve the original complex problem:
· No anomalous consumption of caustic;
- No fouling of the packing beds and of the other internals of the scrubber;
- No large amounts of blow-down in the whole system.
Currently, the full-scale system is under construction.